Как выбрать электрический аппликатор или этикетировочную систему для производственной линии
Автоматическое нанесение этикеток становится актуальным, когда ручная маркировка уже не справляется с темпом производства, дает разброс по положению этикетки или требует слишком много времени оператора. На этом этапе важно подобрать решение, которое будет стабильно работать вместе с конвейером, упаковкой, датчиками и действующим производственным процессом.
При выборе нельзя ориентироваться только на скорость, тип привода или формат этикетки. Оборудование должно соответствовать геометрии продукции, месту нанесения, условиям эксплуатации, доступному пространству на линии и требованиям к смене форматов.
Когда достаточно аппликатора, а когда нужна этикетировочная система
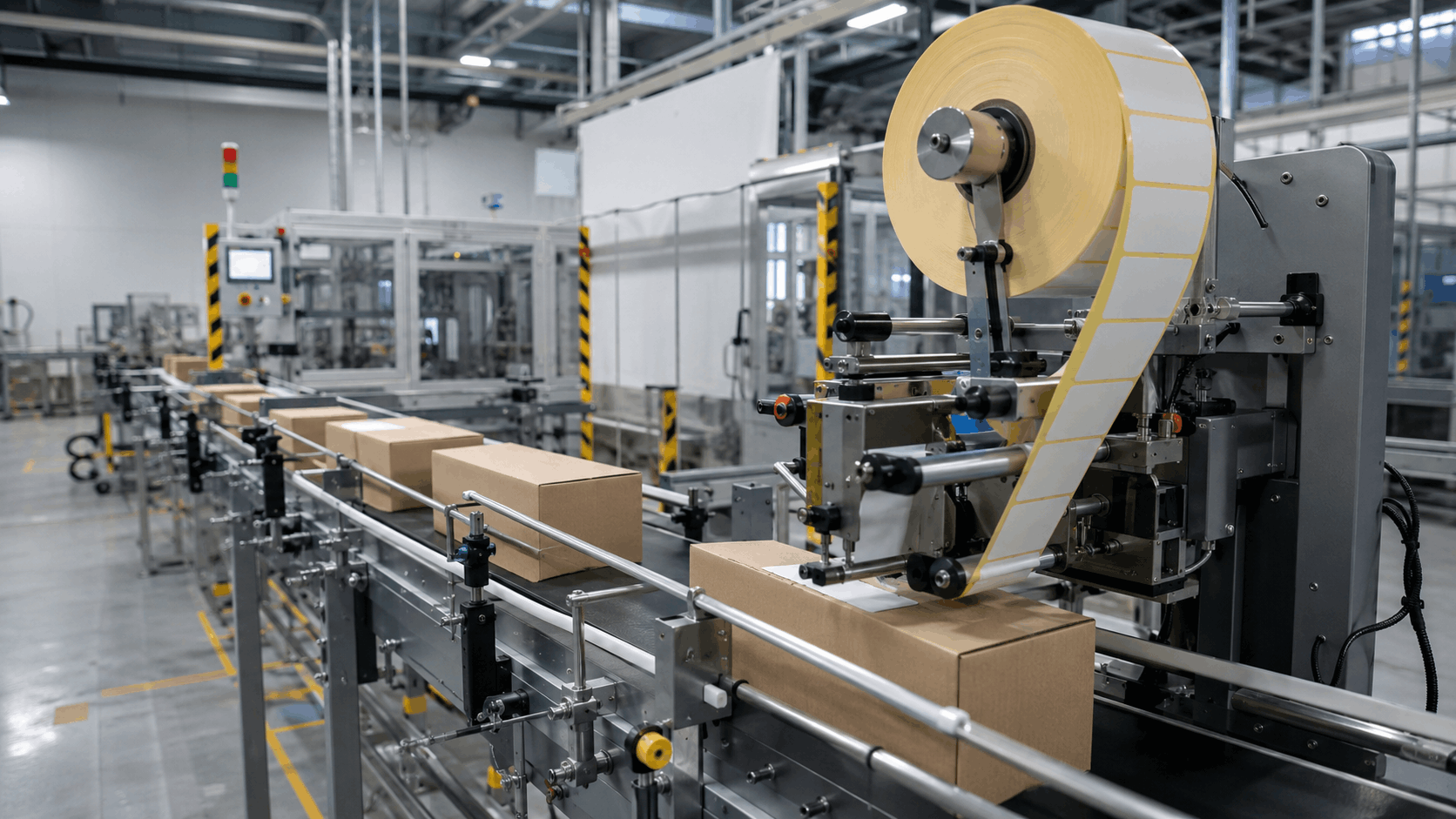
Аппликаторы этикеток используют там, где этикетку нужно автоматически отделить от подложки и нанести на продукцию, короб, пакет, термоусадочную упаковку или другую поверхность. Такое решение подходит для участков, где уже есть конвейер, а изделия движутся в предсказуемом положении.
Этикетировочная система шире по составу. Помимо узла нанесения, она может включать раму, транспортировочный модуль, датчики, направляющие, прижимные элементы, блок управления и устройства синхронизации с линией. Ее выбирают, когда маркировку нужно встроить в общий производственный цикл, а не просто добавить отдельный механизм рядом с конвейером.
Если продукция одинаковая по форме, движется ровно, а этикетка наносится сверху или сбоку в одной позиции, обычно достаточно аппликатора. Если изделия отличаются по высоте, требуют точного позиционирования или имеют нестабильную ориентацию, задачу лучше рассматривать как комплексную интеграцию в линию.
| Ситуация на линии | Что обычно рассматривать |
|---|---|
| Готовая этикетка наносится в одной позиции на стабильную поверхность | Аппликаторы этикеток |
| Нужно напечатать переменные данные и сразу нанести этикетку | Принтеры-аппликаторы |
| Требуется встроить маркировку в производственную линию с датчиками, направляющими и синхронизацией | Этикетировочные системы |
| Продукция отличается по высоте, форме или положению на конвейере | Этикетировочную систему с индивидуальной конфигурацией |
| Нужна маркировка с нескольких сторон или на сложную упаковку | Этикетировочную систему с подходящим узлом нанесения |
| На линии часто меняются форматы продукции | Решение с быстрой переналадкой и сохранением настроек |
Электрический или пневматический принцип нанесения
Электрический аппликатор использует электропривод и позволяет точнее управлять движением узла нанесения. Важен не сам тип привода, а возможность контролировать траекторию, задержку выдачи, повторяемость движения и положение этикетки при разных режимах работы линии.
Такое решение актуально при работе с несколькими форматами продукции, хрупкой упаковкой или задачами, где важна стабильная точность нанесения. Электрический привод проще адаптировать под переменную скорость, разные расстояния между изделиями и сценарии, где оператору нужно быстро переключаться между настройками.
Пневматические решения применяют там, где требуется простое и мощное движение: например, при переносе этикетки на короб, торцевую сторону упаковки или поверхность, до которой сложно дотянуться прикатным способом. При этом нужно учитывать наличие сжатого воздуха, стабильность давления, расход воздуха и обслуживание пневмоузлов.
Поэтому сравнивать нужно не абстрактно электрический и пневматический принцип, а конкретную задачу на производственном участке: форму изделия, место нанесения, скорость движения, доступное пространство и требования к точности.
Способ нанесения: прикатка, прижим, выдув или поворотный механизм
После выбора общего типа оборудования нужно определить, как именно этикетка будет переноситься на поверхность. Один и тот же аппликатор может работать по-разному в зависимости от формы продукции, положения этикетки и доступа к зоне маркировки.
 Прикатной способ подходит для стабильных плоских поверхностей, когда изделие движется по конвейеру ровно, а этикетка переносится при контакте с упаковкой. Такой вариант часто используют для верхнего или бокового нанесения на короба, лотки, пакеты с устойчивой поверхностью и другую продукцию, проходящую через зону маркировки без заметного смещения.
Прикатной способ подходит для стабильных плоских поверхностей, когда изделие движется по конвейеру ровно, а этикетка переносится при контакте с упаковкой. Такой вариант часто используют для верхнего или бокового нанесения на короба, лотки, пакеты с устойчивой поверхностью и другую продукцию, проходящую через зону маркировки без заметного смещения.
Прижимная площадка применяется, когда этикетку нужно перенести в заданную точку с контролируемым контактом. Это может быть важно при торцевом нанесении, работе с продукцией разной высоты или на участках, где этикетку нужно подвести к поверхности, а не ждать контакта изделия с отделительной пластиной.
Пневматическая лапа или выдув подходят для задач, где прямой контакт с продукцией нежелателен или затруднен. При такой схеме важно учитывать вес и устойчивость упаковки, расстояние до поверхности, силу воздушного потока и риск смещения изделия.
Поворотный рычаг используют, когда этикетку требуется перенести на боковую, торцевую или труднодоступную часть упаковки. Такое решение подбирают под конкретную геометрию изделия и траекторию движения узла нанесения.
Для цилиндрической тары важен обкат: изделие должно вращаться с контролируемым прижимом, чтобы этикетка легла ровно по окружности. Здесь оценивают диаметр тары, устойчивость вращения, материал поверхности и поведение самой этикетки при изгибе.
Какие параметры линии нужно проверить заранее
Перед подбором оборудования желательно собрать исходные данные по линии. Это позволяет понять, хватит ли стандартного решения или потребуется индивидуальная конфигурация.
Важно проверить:
- скорость движения продукции и возможные остановки линии;
- количество изделий в минуту или в час;
- расстояние между изделиями на конвейере;
- стабильность положения продукции;
- место нанесения этикетки;
- доступное пространство для установки;
- удобство замены рулона и обслуживания;
- условия эксплуатации: пыль, влажность, вибрация, перепады температуры.
Отдельно стоит оценить, насколько равномерно продукция проходит через зону маркировки. Даже подходящий по характеристикам аппликатор может работать нестабильно, если изделие смещается, поворачивается или подходит к зоне нанесения с разным интервалом.
Почему форма продукции влияет на выбор оборудования
 Одинаковое устройство может по-разному работать на плоской коробке, круглой бутылке, мягком пакете и термоусадочной упаковке. Поэтому сначала оценивают не только место нанесения, но и поведение самой поверхности.
Одинаковое устройство может по-разному работать на плоской коробке, круглой бутылке, мягком пакете и термоусадочной упаковке. Поэтому сначала оценивают не только место нанесения, но и поведение самой поверхности.
Плоская коробка обычно проще для маркировки, но и здесь возможны проблемы: перекос на конвейере, неровная поверхность, неплотно закрытая крышка, выступающие элементы или изменение высоты в партии.
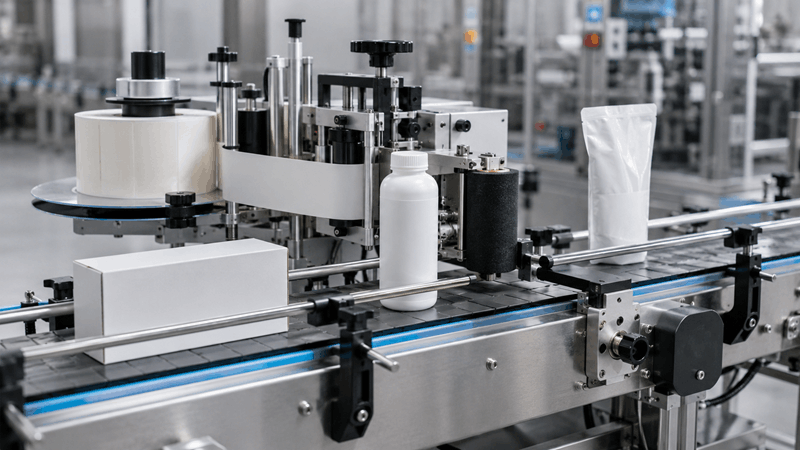
Цилиндрическая тара требует стабильного вращения. Если бутылка, банка или другая круглая упаковка проскальзывает, заваливается или неравномерно прижимается к роликам, этикетка может лечь с перекосом.
Мягкая упаковка сложнее из-за деформации поверхности. Пакет может проминаться, смещаться от прижима или менять форму при движении по конвейеру. В таких случаях проверяют, нужна ли дополнительная опора, направляющие или изменение положения зоны нанесения.
Если продукция отличается по высоте, ширине или форме, важно заранее оценить диапазон регулировки оборудования. При большом разбросе форматов стандартной настройки может быть недостаточно.
Что проверить по этикетке и рулону
Этикетка должна подходить не только по размеру и дизайну, но и по поведению в автоматическом нанесении. Материал, клей, подложка, качество высечки и жесткость влияют на отделение от основы и перенос на продукцию.
Слишком мягкий лицевой материал может плохо отходить от подложки на отделительной пластине. Слишком жесткая этикетка иногда требует другой геометрии выдачи, особенно при нанесении на цилиндрическую или неровную поверхность. Неподходящий клеевой слой может приводить к смещению, загибу края или слабой фиксации на упаковке.
Отдельно стоит проверить усилие отделения этикетки от подложки. Если этикетка отделяется нестабильно, аппликатор может работать с пропусками, перекосами или ошибками датчика. На результат также влияют стабильность зазора между этикетками, направление намотки, ровность рулона и отсутствие дефектов высечки.
Перед запуском желательно проверить:
- минимальный и максимальный размер этикетки;
- диаметр рулона и внутреннюю втулку;
- направление намотки;
- расстояние между этикетками на подложке;
- качество высечки;
- жесткость лицевого материала;
- усилие отделения от подложки;
- адгезию к конкретной поверхности;
- поведение этикетки на рабочем темпе линии.
Если этикетка уже используется на производстве, это не гарантирует ее стабильную работу в автоматическом узле. Ручное нанесение прощает часть особенностей материала, а автоматическая подача делает эти нюансы заметными.
Когда нужна печать перед нанесением
Иногда на этикетке заранее напечатана вся постоянная информация: название продукта, состав, логотип или служебные элементы. В этом случае оборудование только отделяет и наносит готовую этикетку.
Если на упаковку нужно добавлять номер партии, дату, срок годности, вес, внутренний код или серийный номер, может потребоваться решение с печатью перед нанесением. Для таких задач обычно рассматривают принтеры-аппликаторы: этикетка сначала получает переменные данные, а затем сразу переносится на продукцию.
Здесь важно не смешивать две разные задачи. Одно оборудование решает задачу нанесения готовой этикетки, другое — печати и последующего нанесения, а комплексная система дополнительно учитывает механику линии, датчики, направляющие и синхронизацию с производственным процессом.
Роль датчиков и синхронизации
Даже точный аппликатор не будет работать стабильно, если неправильно настроены датчики и синхронизация с линией. Оборудование должно понимать, когда изделие подходит к зоне нанесения и в какой момент нужно выдать этикетку.
На практике важны датчик продукта, датчик этикетки, настройка задержки, скорость протяжки ленты, положение отделительной пластины и логика остановки при ошибке. Для линии с переменным темпом может потребоваться синхронизация с энкодером.
Ошибки в настройке могут приводить к пропуску этикетки, двойной подаче, смещению нанесения, ложному срабатыванию датчика или остановке линии. Поэтому перед запуском проверяют не только точность нанесения на одном изделии, но и стабильность работы при реальном темпе, паузах, изменении расстояния между продуктами и смене рулона.
Для простой задачи часто достаточно базовой настройки скорости, задержки и положения датчика. На линиях с нестабильным темпом важнее точная привязка выдачи этикетки к фактическому движению продукции.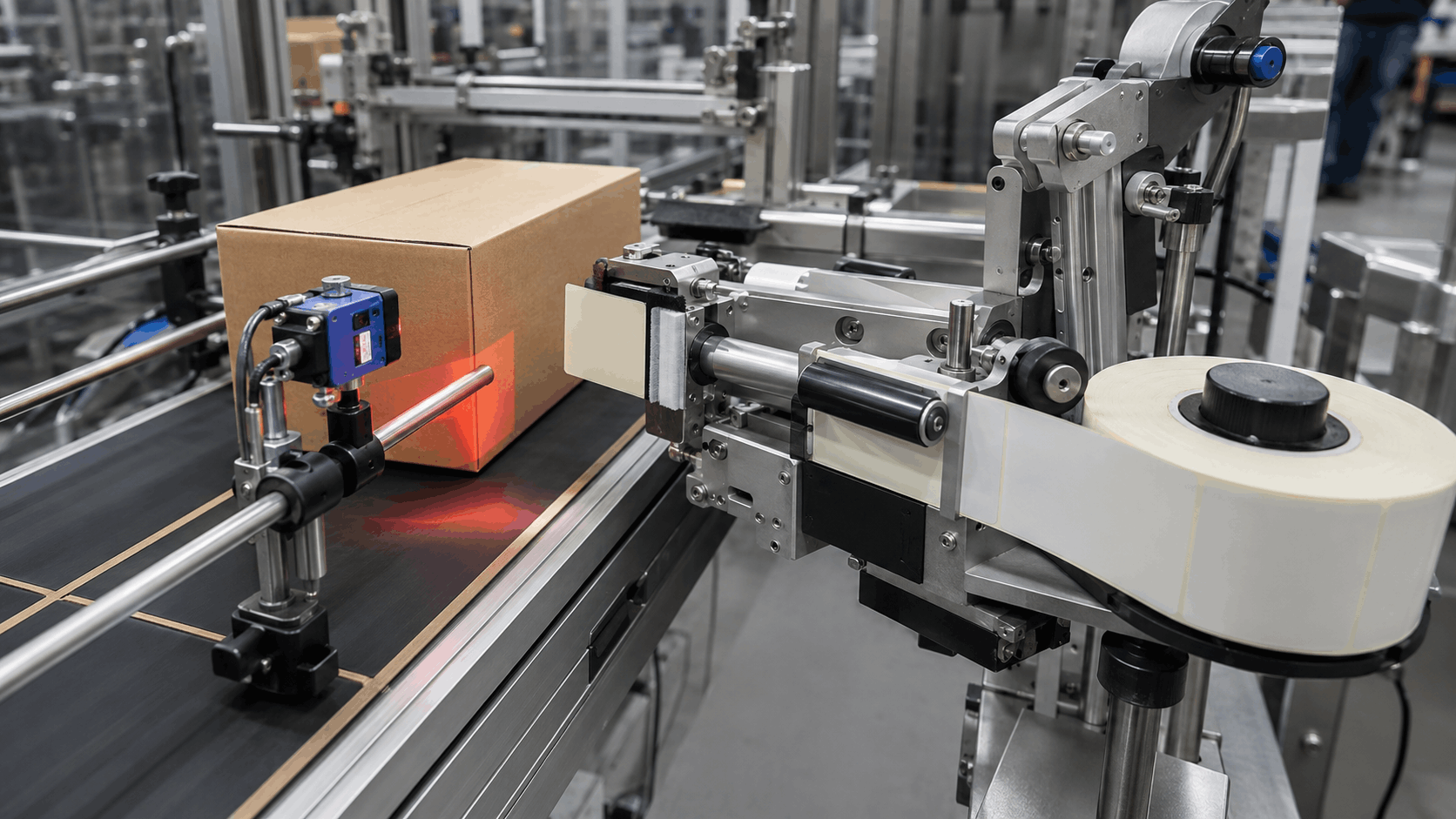
Как снизить риск простоев
При выборе оборудования нужно учитывать не только запуск, но и дальнейшую эксплуатацию. Линия может останавливаться из-за замены рулона, загрязнения отделительной пластины, накопления клея, ошибки датчика или долгой перенастройки после смены продукции.
Желательно заранее понять, насколько быстро оператор сможет заменить расходный материал, очистить узел, проверить натяжение ленты и восстановить работу после сбоя. Чем проще доступ к обслуживаемым зонам, тем меньше риск длительных остановок.
Для участков с пылью, картоном, пленкой или клеевыми материалами важна регулярная очистка. Остатки клея на валиках и отделительной пластине постепенно ухудшают точность нанесения.
Типичные ошибки при выборе
- Ориентироваться только на скорость. Высокая производительность не решит проблему, если продукция нестабильно проходит зону нанесения.
- Не учитывать реальные условия линии. Вибрация, пыль, ограниченное место и неудобный доступ могут оказаться важнее паспортных характеристик.
- Выбирать оборудование без теста этикетки. Материал, подложка, качество высечки и клей должны проверяться в условиях, близких к реальному производству.
- Игнорировать смену форматов. Если на линии несколько типоразмеров продукции, нужно оценивать не только работу на одном изделии, но и время перехода на другой формат.
- Смешивать задачи печати и нанесения. Сначала нужно понять, наносится готовая этикетка или требуется добавление переменных данных.
- Не учитывать обслуживание. Доступ к рулону, очистке и диагностике ошибок напрямую влияет на стабильность работы в смену.
Какие данные подготовить для подбора решения
Чтобы быстрее определить подходящий тип оборудования, стоит заранее подготовить исходную информацию по продукту, этикетке и линии.
Понадобятся:
- размеры изделия;
- материал поверхности;
- место нанесения этикетки;
- размер и материал этикетки;
- скорость конвейера;
- производительность участка;
- фото или схема линии;
- пример рулона этикеток;
- информация о смене форматов;
- требования к печати переменных данных, если она нужна.
Чем точнее описана задача, тем ниже риск выбрать решение, которое хорошо выглядит по характеристикам, но не подходит к реальной линии.
Какие вопросы задать перед подбором оборудования
После сбора исходных данных стоит уточнить, как будет проверяться применимость решения на практике. Это помогает заранее выявить ограничения по установке, обслуживанию и стабильности нанесения.
Полезно спросить:
- можно ли оценить видео работы линии на реальной скорости;
- нужны ли образцы этикетки и упаковки для проверки;
- какие ограничения есть по расстоянию до поверхности;
- допустим ли контактный способ нанесения для конкретной упаковки;
- как оборудование ведет себя при остановках линии;
- какая точность нанесения достижима в реальных условиях;
- как выполняется переход на другой формат продукции;
- какие требования есть к питанию, сжатому воздуху и месту установки;
- какой доступ нужен оператору для замены рулона и очистки узлов;
- как проверяется работа датчиков перед запуском;
- что потребуется для интеграции с системой управления линией.
Эти вопросы не заменяют технический подбор, но помогают заранее увидеть слабые места: нехватку пространства, нестабильное положение продукции, неподходящий рулон, сложный доступ к обслуживанию или необходимость доработки участка перед установкой оборудования.
Вывод
Выбор электрического аппликатора или этикетировочной системы зависит от всей линии: продукции, поверхности, этикетки, скорости, датчиков, места установки и условий эксплуатации.
Чем раньше проверены реальные параметры участка, тем ниже риск ошибок при запуске, нестабильного нанесения и простоев после внедрения этикетировочной системы.




